

Si estás interesado en el producto y deseas más información, deja tus datos.

Whatsapp : +86 16630722266
Wechat (China) : +86 16630722266
Email(Correo) : sam@greatforming.com
A continuación se muestra un folleto de nuestros productos de fábrica, que se puede ver y descargar.
Parámetros técnicos
- Espesor de la hoja : 0,15 mm – 3,0 mm (se puede personalizar según sus necesidades)
- Voltaje : 380v 50hz trifásico / 220v 60hz trifásico (se puede personalizar según sus necesidades)
- Idioma : inglés / español / árabe / ruso / portugués / alemán / francés (se puede personalizar según sus necesidades)
- Marca del motor : Siemens / otros (se puede personalizar según sus necesidades)
- Metros : 1 metro / 2 metros / 4 metros / 6 metros / 8 metros / 10 metros / 12 metros (se puede personalizar según sus necesidades)
Escenarios de aplicación

Una máquina dobladora es una máquina que puede doblar placas delgadas. Su estructura incluye principalmente un soporte, un banco de trabajo y una placa de sujeción. El banco de trabajo se coloca en el soporte. El banco de trabajo consta de una base y una placa de presión. La base está conectada a la placa de sujeción a través de una bisagra. La base consta de una carcasa de base, una bobina y una placa de cubierta. La bobina se coloca en la depresión de la carcasa de la base y la parte superior de la depresión está cubierta con una placa de cubierta. Cuando está en uso, la bobina se energiza mediante un cable y, después de la energización, se genera una fuerza de atracción en la placa de presión, sujetando así la placa delgada entre la placa de presión y la base. Debido al uso de sujeción de fuerza electromagnética, la placa de presión se puede convertir en una variedad de requisitos de piezas de trabajo y puede procesar piezas de trabajo con paredes laterales, y la operación también es muy simple.
Principio de funcionamiento:
La máquina dobladora hidráulica incluye un soporte, un banco de trabajo y una placa de sujeción. El banco de trabajo se coloca en el soporte. El banco de trabajo consta de una base y una placa de sujeción. La base está conectada a la placa de sujeción a través de una bisagra. La base consta de una carcasa de base, una bobina y una placa de cubierta. La bobina se coloca en la depresión de la carcasa de base y la parte superior de la depresión está cubierta con una placa de cubierta.
Cuando está en uso, la bobina se energiza mediante un cable y, después de la energización, se genera una fuerza de atracción sobre la placa de sujeción, sujetando así la placa delgada entre la placa de sujeción y la base. Debido al uso de sujeción por fuerza electromagnética, la placa de sujeción se puede fabricar en una variedad de requisitos de piezas de trabajo y se pueden procesar piezas de trabajo con paredes laterales. La máquina dobladora puede satisfacer las necesidades de varias piezas de trabajo reemplazando el molde de la máquina dobladora.
Categorías principales: Las máquinas dobladoras se dividen en máquinas dobladoras manuales, máquinas dobladoras hidráulicas y máquinas dobladoras CNC. Las máquinas dobladoras manuales se dividen a su vez en máquinas dobladoras manuales mecánicas y máquinas dobladoras manuales eléctricas. Las máquinas dobladoras hidráulicas se pueden dividir en sincronización de eje de torsión, sincronización mecánico-hidráulica y sincronización electrohidráulica según el modo de sincronización. Las máquinas dobladoras hidráulicas se pueden dividir en tipo de movimiento superior y tipo de movimiento inferior según el modo de movimiento.
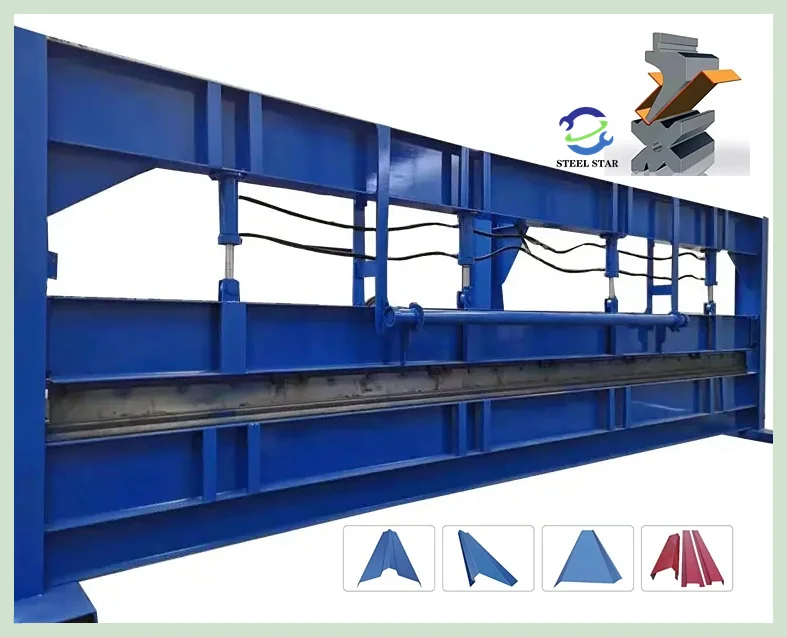
La máquina dobladora es un equipo importante para doblar y formar piezas de trabajo en la industria de la chapa metálica. Su función es prensar placas de acero en piezas de varias formas según los requisitos del proceso. Como se muestra en el “Diagrama esquemático de la estructura de la máquina dobladora hidráulica de chapa metálica”, el marco se compone principalmente de columnas izquierda y derecha, un banco de trabajo y una viga transversal. Los cilindros izquierdo y derecho están fijados en las columnas. El deslizador está conectado al pistón del cilindro y se mueve hacia arriba y hacia abajo a lo largo del riel guía fijado en la columna. La matriz inferior se fija en el banco de trabajo y la matriz superior se instala en el extremo inferior del deslizador. El sistema hidráulico proporciona energía y el sistema eléctrico da instrucciones. Bajo la acción del cilindro, el deslizador impulsa la matriz superior hacia abajo y se cierra con la matriz inferior para lograr el doblado de la chapa metálica. Las columnas izquierda y derecha, el banco de trabajo y el deslizador (en adelante denominados las tres partes principales) son las partes clave de la máquina dobladora. La suma del peso de las tres partes principales representa el 70%~80% del peso total de una máquina dobladora. Su resistencia y rigidez determinan directamente la precisión de funcionamiento, la vida útil y la precisión de la pieza de trabajo de la máquina herramienta.
Características estructurales:
1. Estructura soldada totalmente de acero con suficiente resistencia y rigidez;
2. Transmisión hidráulica, los cilindros de aceite en ambos extremos de la máquina herramienta se colocan en la corredera para impulsar directamente el trabajo de deslizamiento;
3. El mecanismo de sincronización de la corredera adopta la sincronización forzada del eje de torsión;
4. Se adopta la estructura de bloque mecánico, que es estable y confiable;
5. La carrera de la corredera se puede ajustar de forma rápida y manual, y se puede mostrar el contador;
6. El mecanismo de compensación de deflexión en forma de cuña puede garantizar una mayor precisión de plegado.
Mantenimiento y cuidado:
Antes de realizar el mantenimiento o la limpieza de la máquina, la matriz superior debe alinearse con la matriz inferior y luego bajarse y apagarse hasta que se complete el trabajo. Si necesita poner en marcha la máquina o realizar otras operaciones, debe seleccionar el modo manual y garantizar la seguridad. El contenido del mantenimiento es el siguiente:
1. Circuito de aceite hidráulico
1) Verifique el nivel de aceite en el tanque de aceite cada semana. Si se repara el sistema hidráulico, también debe revisarse. Si el nivel de aceite es inferior a la ventana de aceite, se debe agregar aceite hidráulico;
2) El aceite hidráulico utilizado en esta máquina es ISO HM46 o MOBIL DTE25;
3) El aceite debe cambiarse después de que la nueva máquina haya funcionado durante 2000 horas, y el aceite debe cambiarse cada 4000-6000 horas a partir de entonces. El tanque de aceite debe limpiarse cada vez que se cambie el aceite;
4) La temperatura del aceite del sistema debe estar entre 35 ℃ y 60 ℃, y no debe superar los 70 ℃. Si es demasiado alta, provocará que la calidad del aceite y los accesorios se deterioren y se dañen.
2. Filtros
1) Cada vez que cambie el aceite, el filtro debe reemplazarse o limpiarse a fondo;
2) Si la máquina herramienta tiene alarmas relacionadas u otros filtros, como la calidad del aceite sucio, deben reemplazarse;
3) El filtro de aire en el tanque de aceite debe revisarse y limpiarse cada 3 meses, y es mejor reemplazarlo una vez al año.
3. Componentes hidráulicos
1) Limpie los componentes hidráulicos (placa base, válvula, motor, bomba, tubería de aceite, etc.) todos los meses para evitar que entre suciedad en el sistema. No utilice detergentes;
2) Después de un mes de uso de una máquina nueva, compruebe si las curvas de las tuberías de aceite están deformadas. Si hay alguna anomalía, se deben sustituir. Después de dos meses de uso, se deben apretar las conexiones de todos los accesorios. Al realizar este trabajo, la máquina debe estar apagada y el sistema debe estar sin presión.
Si elige mal una prensa plegadora, los costos de producción aumentarán y no se puede esperar que la prensa plegadora se amortice sola. Por lo tanto, hay varios factores que se deben sopesar en la decisión.
Pieza de trabajo
Lo primero que hay que tener en cuenta es la pieza que se desea producir. El punto clave es comprar una máquina que pueda completar la tarea de procesamiento con la mesa más corta y el menor tonelaje.
Considere cuidadosamente el tipo de material y el espesor y longitud máximos de procesamiento. Si la mayor parte del trabajo es acero dulce con un espesor de calibre 16 y una longitud máxima de 10 pies (3,048 metros), la fuerza de plegado libre no necesita ser mayor a 50 toneladas. Sin embargo, si realiza mucho conformado de troqueles inferiores, es posible que desee considerar una máquina de 160 toneladas.
Suponiendo que el material más grueso es de 1/4 de pulgada, 10 pies de plegado libre requieren 200 toneladas, mientras que el plegado de troquel inferior (plegado correctivo) requiere al menos 600 toneladas. Si la mayor parte del trabajo es de 5 pies o menos, el tonelaje se reduce casi a la mitad, lo que reduce en gran medida el costo de adquisición. La longitud de la pieza es muy importante para determinar las especificaciones de la nueva máquina.
Desviación
La mesa y el carro de la máquina de 10 pies se desviarán cuatro veces más que la máquina de 5 pies bajo la misma carga. Esto significa que la máquina más corta requiere menos ajustes de calzas para producir piezas aceptables. Menos ajustes de calzas también reducen el tiempo de configuración.
El grado del material también es un factor clave. El acero inoxidable generalmente requiere alrededor de un 50 % más de carga que el acero dulce, mientras que la mayoría de los grados de aluminio blando requieren alrededor de un 50 % menos. Siempre puede obtener una tabla de tonelaje del fabricante de la prensa plegadora que muestre una estimación del tonelaje requerido por pie de longitud para diferentes espesores y diferentes materiales.
Radio de curvatura
Al doblar libremente, el radio de curvatura es 0,156 veces la distancia de apertura de la matriz. En el proceso de doblado libre, la distancia de apertura de la matriz debe ser 8 veces el espesor del material metálico. Por ejemplo, al formar acero dulce de calibre 16 con una distancia de apertura de 1/2 pulgada (0,0127 metros), la pieza tiene un radio de curvatura de aproximadamente 0,078 pulgadas. Si el radio de curvatura es casi tan pequeño como el espesor del material, se requiere un troquel inferior. Sin embargo, la presión requerida para el troquel inferior es aproximadamente 4 veces mayor que la del doblado libre.
Si el radio de curvatura es menor que el espesor del material, se debe utilizar un punzón con un radio de esquina frontal menor que el espesor del material y se debe utilizar el método de doblado por impresión. De esta manera, se requiere 10 veces la presión del doblado libre.
Para el doblado libre, el punzón y la matriz se procesan a 85° o menos (cuanto más pequeño, mejor). Al utilizar este conjunto de matrices, preste atención al espacio entre el punzón y la matriz en la parte inferior de la carrera y al doblado excesivo que sea suficiente para compensar el rebote y mantener el material a aproximadamente 90°.
Por lo general, el ángulo de recuperación elástica producido por el troquel de doblado libre en una máquina dobladora nueva es ≤2° y el radio de curvatura es igual a 0,156 veces la distancia de apertura del troquel. Para doblar con un troquel inferior, el ángulo del troquel es generalmente de 86 ~ 90°. En la parte inferior de la carrera, debe haber un espacio entre el punzón y la matriz que sea ligeramente mayor que el espesor del material. El ángulo de formación se mejora porque el tonelaje del doblado de la matriz inferior es mayor (aproximadamente 4 veces el del doblado libre), lo que reduce la tensión que generalmente causa la recuperación elástica dentro del radio de doblado.
El doblado por estampación es igual que el doblado con matriz inferior, excepto que el extremo delantero del punzón se mecaniza al radio de doblado requerido y el espacio entre el punzón y la matriz en la parte inferior de la carrera es menor que el espesor del material. Dado que se aplica suficiente presión (aproximadamente 10 veces la del doblado libre) para forzar el extremo delantero del punzón a entrar en contacto con el material, se evita básicamente la recuperación elástica.
Para seleccionar la especificación de tonelaje más bajo, es mejor planificar un radio de doblado mayor que el espesor del material y utilizar el doblado libre tanto como sea posible. Cuando el radio de doblado es grande, a menudo no afecta la calidad de la pieza y su uso futuro.
Curvatura
Los requisitos de precisión de doblado son un factor que debe considerarse cuidadosamente. Este es el factor que determina si se necesita una máquina dobladora CNC o una máquina dobladora manual. Si la precisión de doblado requiere ±1° y no se puede cambiar, debe centrarse en la máquina CNC.
La repetibilidad del deslizador de la máquina dobladora CNC es de ±0,0004 pulgadas, y el ángulo preciso de formación debe formarse con tal precisión y buenos moldes. La repetibilidad del deslizador de la máquina dobladora manual es de ±0,002 pulgadas, y generalmente se producirá una desviación de ±2~3° bajo la condición de utilizar el molde apropiado. Además, las prensas plegadoras CNC están preparadas para el mecanizado rápido, lo que es una consideración incuestionable cuando necesita doblar muchos lotes pequeños de piezas.
Herramientas
Incluso si tiene un estante lleno de herramientas, no asuma que estas herramientas encajarán en la máquina recién comprada. Cada herramienta debe comprobarse para detectar desgaste midiendo la longitud desde la parte delantera del punzón hasta el hombro y la longitud entre los hombros de la matriz. Para las herramientas convencionales, la desviación debe ser de alrededor de ±0,001 pulgadas por pie, y la desviación de longitud total no debe superar las ±0,005 pulgadas. Para las herramientas rectificadas con precisión, la precisión debe ser de ±0,0004 pulgadas por pie, y la precisión total no debe superar las ±0,002 pulgadas. Es mejor utilizar herramientas rectificadas con precisión para las prensas plegadoras CNC y herramientas convencionales para las prensas plegadoras manuales.
Longitud del lado de plegado
Suponiendo un plegado de 90° a lo largo de una placa de acero dulce de calibre 10 de 5 × 10 pies, la prensa plegadora debe aplicar 7,5 toneladas adicionales de presión para levantar la placa, y el operador debe estar preparado para una caída de 280 libras desde el borde recto. La fabricación de esta pieza puede requerir varios trabajadores fuertes o incluso una grúa. Los operadores de prensas plegadoras a menudo necesitan doblar piezas de borde largo sin darse cuenta de lo extenuante que es su trabajo.
Procedimientos operativos de seguridad:
1. Cumplir estrictamente con los procedimientos operativos de seguridad para trabajadores de máquinas herramienta y usar equipo de protección laboral según sea necesario;
2. Antes de comenzar, verifique cuidadosamente si el motor, el interruptor, el circuito y la conexión a tierra son normales y firmes, y verifique si las piezas operativas y los botones del equipo están atascados en la posición correcta;
3. Verifique la superposición y firmeza de los moldes superior e inferior; verifique si cada dispositivo de posicionamiento cumple con los requisitos del procesamiento;
4. Cuando el carro superior y cada eje de posicionamiento no estén en el origen, ejecute el programa de retorno al origen;
5. Después de que el equipo se haya puesto en marcha, hágalo funcionar en ralentí durante 1 a 2 minutos, y el carro superior se moverá 2 a 3 veces a toda velocidad. Si se encuentran ruidos anormales o fallas, detenga la máquina inmediatamente, elimine las fallas y trabaje solo después de que todo esté normal;
6. Durante el trabajo, una persona debe estar al mando unificado, de modo que el operador y el personal de alimentación y prensado puedan cooperar estrechamente para garantizar que el personal que coopera esté en una posición segura antes de emitir la señal de doblado;
7. La chapa debe compactarse al doblarla para evitar que se doble. El material se levantará y lastimará a las personas;
8. Al ajustar la matriz de prensado de material de chapa, se debe cortar la energía y detener la operación;
9. Al cambiar la abertura de la matriz inferior variable, no se permite que ningún material entre en contacto con la matriz inferior;
10. Cuando la máquina herramienta esté funcionando, no se permite que nadie se pare detrás de la máquina herramienta;
11. Está estrictamente prohibido presionar y doblar el material de chapa solo por un extremo;
12. Si se encuentra que la pieza de trabajo o la matriz son incorrectas durante la operación, se debe detener para corregirlas. Está estrictamente prohibido corregirlas con la mano durante la operación para evitar lesiones en la mano;
13. Está prohibido doblar placas de hierro súper gruesas o placas de acero templado, acero de aleación de alto grado, acero cuadrado y láminas que excedan el rendimiento de la máquina dobladora de chapa para evitar dañar la máquina herramienta;
14. Verifique la superposición de las matrices superior e inferior con frecuencia; Si la indicación del manómetro cumple con los requisitos;
15. Detenga la máquina inmediatamente cuando se produzca una anomalía, verifique la causa y elimínela a tiempo;
16. Antes de apagar, coloque un bloque de madera en la matriz inferior debajo de los cilindros de aceite en ambos lados para bajar la corredera superior sobre el bloque de madera;
17. Salga primero del programa del sistema de control y luego corte la energía.
Información de la fábrica





 # 1 metro/2 metros/4 metros/6 metros/8 metros/10 metros, máquina dobladora, máquina dobladora hidráulica, máquinas dobladoras de chapa metálica, máquina dobladora en venta, precio de máquina dobladora automática, máquina dobladora de paneles, máquina dobladora hidráulica CNC de chapa metálica, máquina dobladora hidráulica de 63 toneladas 3200 mm, China 1 metro/2 metros/4 metros/6 metros/8 metros/10 metros, máquina dobladora de China, máquina dobladora hidráulica de China, máquinas dobladoras de chapa metálica de China, máquina dobladora de China en venta, precio de máquina dobladora automática de China, máquina dobladora de paneles de China, máquina dobladora hidráulica CNC de chapa metálica de China, máquina dobladora hidráulica de China de 63 toneladas 3200 mm.
# 1 metro/2 metros/4 metros/6 metros/8 metros/10 metros, máquina dobladora, máquina dobladora hidráulica, máquinas dobladoras de chapa metálica, máquina dobladora en venta, precio de máquina dobladora automática, máquina dobladora de paneles, máquina dobladora hidráulica CNC de chapa metálica, máquina dobladora hidráulica de 63 toneladas 3200 mm, China 1 metro/2 metros/4 metros/6 metros/8 metros/10 metros, máquina dobladora de China, máquina dobladora hidráulica de China, máquinas dobladoras de chapa metálica de China, máquina dobladora de China en venta, precio de máquina dobladora automática de China, máquina dobladora de paneles de China, máquina dobladora hidráulica CNC de chapa metálica de China, máquina dobladora hidráulica de China de 63 toneladas 3200 mm.